










Technische Daten
| Marke | JSO |
| Typ | Viertelstabfräser |
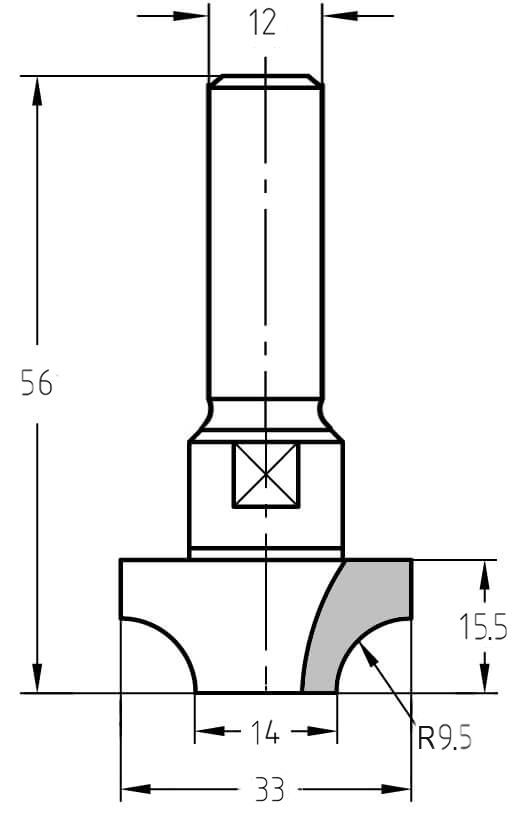
| Radius | 9,5 mm (3/8") |
| Anlauflager | Ohne Anlauflager |
| Aufnahme | Schaft 12 mm |
| Oberer Durchmesser | 33 mm |
| Unterer Durchmesser | 14 mm |
| Nutzlänge | 15,5 mm |
| Gesamtlänge | 56 mm |
| Schneiden | Z = 2 |
| Schneidstoff | Hartmetall (HW) |
Maximale Stabilität für 3/8" Profile: Viertelstabfräser R 9,5 mm
Dieser HW-bestückte Viertelstabfräser kombiniert den klassischen 9,5 mm Radius (3/8 Zoll) mit der extremen Stabilität einer 12 mm Schaftaufnahme. Das Design ohne Anlauflager ist perfekt auf den professionellen Einsatz in CNC-Maschinen sowie stationären Frästischen abgestimmt, bei denen es auf höchste Vibrationsfreiheit und Präzision ankommt.
- Höchste Laufruhe: Der massive 12 mm Schaft minimiert die Durchbiegung und Schwingungen, was selbst bei tiefen Profilierungen ein spiegelglattes Oberflächenfinish garantiert.
- Markante Profilabstufung: Mit einem oberen Durchmesser von 33 mm lassen sich ausdrucksstarke Viertelstab-Profile mit exakten, dekorativen Kantenabsätzen realisieren.
- Industriequalität: Zwei präzisionsgeschliffene Hartmetallschneiden (Z=2) sorgen für eine außergewöhnliche Standzeit und saubere, ausrissfreie Fräsergebnisse in Massivholz und Plattenwerkstoffen.
Beschreibung:
Der JSO Viertelstabfräser mit Radius 9,5 mm ist die erste Wahl für anspruchsvolle Tischler und Möbelbauer. Durch den Verzicht auf ein Anlauflager bietet das Werkzeug volle Flexibilität: Es kann sowohl für die markante Kantenprofilierung als auch zum Eintauchen für breite dekorative Ziernuten in der Fläche genutzt werden.
Die Kombination aus hochwertigem Schneidstoff und robuster Schaftgeometrie ermöglicht dauerhafte Maßhaltigkeit bei jedem Projekt. Ob für kräftige Tischkanten, Handläufe oder exakte Kantenveredelung im Innenausbau – dieser Fräser liefert Ergebnisse auf industriellem Niveau.
Aufgrund des großen Durchmessers von 33 mm und des 12 mm Schafts ist dieser Fräser ideal für den stationären Einsatz. Bei handgeführten Oberfräsen ist die Nutzung eines stabilen Parallelanschlags oder einer Schablone für maximale Profilgenauigkeit erforderlich.