

Technische Daten
| Marke | JSO |
| Typ | Bohrfräser mit Schruppzahnung |
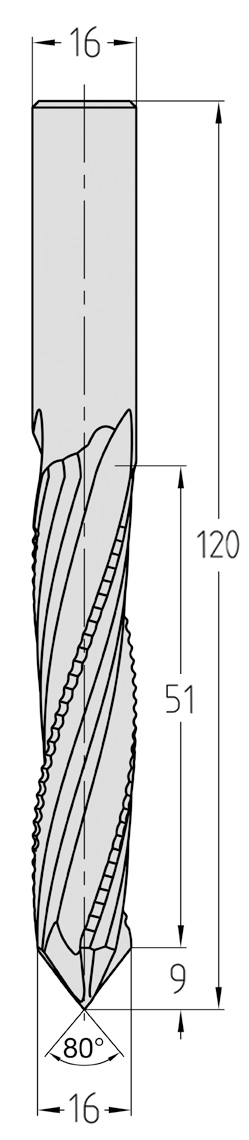
| Durchmesser | 16 mm |
| Nutzlänge | 51 mm |
| Aufnahme | Schaft 16 mm |
| Schneiden | Z = 2 |
| Gesamtlänge | 120 mm |
| Schneidstoff | Vollhartmetall (VHW) mit JSO XD-Beschichtung |
Einsatzgebiete:
- Kombiniertes Einstauchen und Ausfräsen: Perfekt geeignet für das schnelle axiale Einbohren mit anschließendem Formatieren oder Taschenfräsen in Massivholz und harten Werkstoffen.
- Abrasive Plattenwerkstoffe & Schlosskastenfräsen: Ideal für anspruchsvolle Ausschnitte auf CNC-Oberfräsen, bei denen hohe Standzeiten und ein zügiger Materialabtrag gefordert sind.
Beschreibung:
Die Vollhartmetall-Bohrfräser von JSO stehen für höchste industrielle Qualität und kompromisslose Leistungsfähigkeit im Holzfräsershop. Aus einem ultraharten VHW-Feinkorngefüge gefertigt, ist dieses Werkzeug speziell für die extremen mechanischen Belastungen beim simultanen Bohren und Fräsen konzipiert. Die hochentwickelte JSO XD-Beschichtung hebt das Werkzeug auf ein neues Level: Sie sorgt für eine drastisch erhöhte Slijtvastheid (Verschleißfestigkeit) und eine signifikant längere Standzeit im täglichen Dauereinsatz.
Das CNC-Werkzeug besitzt eine präzise Geometrie mit zwei Hauptschneiden (Z=2) und einer voll belastbaren Einbohrschneide im Rechtslauf mit Rechtsdrall. Die Besonderheit liegt im 80° Bohreranschliff, der ein rasant schnelles, zentriergenaues und kräftearmes axiales Eintauchen ermöglicht. Die integrierte Schruppzahnung bricht die Späne extrem klein auf, wodurch die Schnittkräfte im anschließenden horizontalen Fräsgang massiv minimiert werden.
Durch den feingewuchteten Grundkörper und den exakten Profilschliff garantiert dieser Fräser einen absolut ruhigen, vibrationsfreien Lauf selbst bei maximalen Vorschubgeschwindigkeiten. Der Rechtsdrall evakuiert die zerkleinerten Schruppspäne blitzschnell nach oben in die Absauganlage. Das Werkzeug schont die Maschinenspindel nachhaltig, verhindert thermische Überlastungen und liefert eine hervorragende Prozesssicherheit bei jedem CNC-Durchlauf.
Für optimale Ergebnisse und maximale Werkzeugstandzeit wird folgender zweistufiger Bearbeitungszyklus empfohlen:
Schritt 1: Durchbohren des Werkstücks
• Drehzahl (n): 12.000 - 24.000 min⁻¹
• Vorschubgeschwindigkeit (vf): 3 - 6 m/min
• Hinweis: Bei schwierig zu verarbeitenden Materialien oder empfindlichen Deckschichten sollte die Durchbohrgeschwindigkeit im Eintrittsbereich entsprechend reduziert werden.
Schritt 2: Fräsen (Umfangsbearbeitung)
• Drehzahl (n): 12.000 - 24.000 min⁻¹
• Vorschubgeschwindigkeit (vf): 5 - 10 m/min
• Tipp: Um die Hebelwirkung zu minimieren, sollte der oberste Schneidenteil des Fräsers so tief wie möglich im Material eingesetzt werden.